Det er muligt, at en metalbearbejdningsspecialist bliver nødt til at bore i P18 højhastighedsstål. For at gøre dette skal du bruge en boremaskine, hvis egenskaber skal overstige det materiale, der behandles.
Quick cutter P18 er et værktøjsstål, der bruges til produktion af fræsere, bor, fræsere, rivere, brocher osv. De kan bruges til at bearbejde konstruktionsstål med en styrke på op til 1 tusind MPa.
Anvendte materialer og værktøjer
Til vores praktiske eksperiment skal vi bruge:
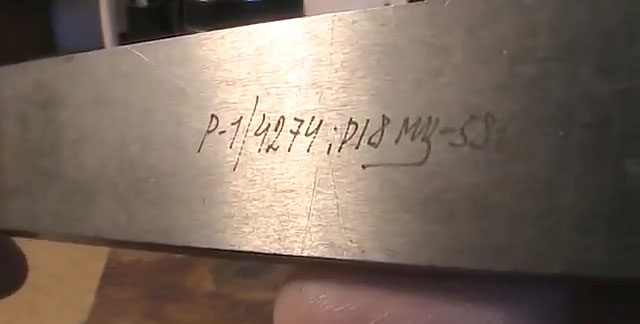
- Aftageligt drejeværktøj lavet af P18 stål, fremstillet tilbage i 1958.
- Ikke et nyt fjerbor med en diameter på 5 mm til keramik og glas.
- Bordboremaskine med justerbar spindelhastighed.
- Smergelmaskine til slibning af værktøj.
- Kaliber.
- Groft fil til metal.
- Et stykke firkantet stang lavet af P18 stål.
- Fræser lavet af stål R6M5.

Testproces
Til eksperimentet valgte vi et skæreværktøj lavet af P18 stål, som blev fremstillet under Sovjetunionen, hvilket er en pålidelig garanti for dets høje kvalitet. Dette er et ret holdbart materiale.Ud over at dreje fræsere fremstilles der forskellige værktøjer af det, som bruges til at behandle konstruktionsstål og andre metaller.
Testværktøjet var et brugt spidsbor med en diameter på 5 mm fremstillet i Kina, som almindeligvis bruges på metal, keramik, glas og sten.

For at genoprette skæreegenskaberne for denne bore, vil vi korrigere den lidt på et mekanisk drevet slibehjul.


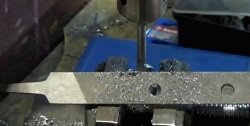
Vi sætter boret ind i borepatronen på bordboremaskinen og klemmer den fast med en nøgle.
Brug en skydelære som reference til at måle tykkelsen af skæreværktøjets skærende del. Det viste sig at være lig med 3,5 mm.

Vi sørger for, at spindlens lodrette slag er tilstrækkelig til at udføre gennem boring af fræseren. For at gøre dette skal du sørge for, at enden af boret når basens plan, og der stadig er en vis strømreserve.
Vi begynder at bore og frigiver trykket på værktøjet fra tid til anden. Dette er nødvendigt for i det mindste delvist at afkøle det og rense det for spåner og metalpartikler dannet under boring.

I det øjeblik, hvor toppen af værktøjet kommer ud fra den modsatte side, stopper vi processen og vender fræseren til den anden side. Vi placerer boret på mærket og afslutter processen.

Det gennemgående hul i området for den skærende del af skæreværktøjet lavet af P18 stål er klar! Vi brugte ikke mere end 2-3 minutter på dette, uden at gøre den store indsats, uden komplikationer og med kun én slibning af boret.
En groft håndfil til metal er naturligvis ikke egnet til bearbejdning af P18 stål, medmindre den kan bruges til at fjerne grater dannet under boreprocessen.

For at kontrollere de opnåede resultater tager vi en firkantet stang lavet af P18 stål, borer den og sørger for, at forarbejdningsprocessen og dens resultater forbliver de samme, ikke anderledes end første gang.
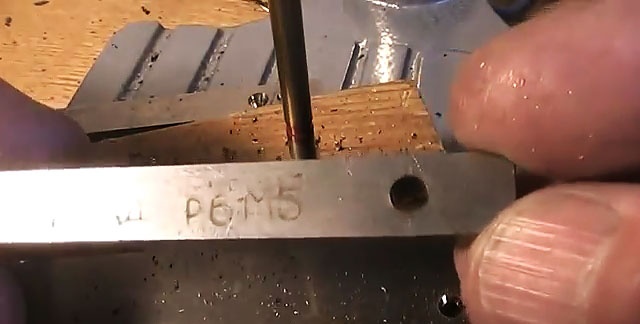
Lad os prøve at bruge det samme bor uden omslibning til at bore en firkant, eller endnu bedre, en fræser lavet af højhastighedsstål R6M5, som har højere skæreegenskaber end værktøjer lavet af stål R18, især med hensyn til den tilladte driftstemperatur. Og boret klarer dette materiale godt.
Overraskende nok borer et almindeligt billigt kinesisk 5-mm spidsbor, der primært er designet til at arbejde med keramik og glas, nemt ikke kun højhastighedsværktøjsstål P18, men også mere holdbar kvalitet P6M5.
Endelige konklusioner
Vi mener, at med en lidt større investering af tid og kræfter, kan det samme resultat opnås ved at bruge en boremaskine lavet af samme P18 stål. Desuden at vælge den optimale hastighed, som klart burde være lavere.
Periodisk smøring af boret vil også lette processen, hvilket vil lette en bedre metalbearbejdning og afkøle værktøjet noget under boringen. Det kan være nødvendigt med flere slibninger.
Det er selvfølgelig ikke svært at lave ét hul. Der er ikke behov for særlig samvittighed; det vigtigste er at have nok vedholdenhed og tålmodighed. Men når det er nødvendigt at bore mindst et dusin huller i denne hurtigskærer, vil alle manglerne ved slibning, boretilstand, mangel på smøring og afkøling af værktøjet spille en afgørende rolle.